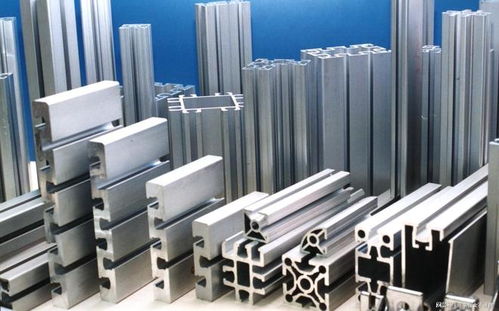
鋁型材在生產(chǎn)過程中,表面起泡起皮是常見的質(zhì)量缺陷之一。這不僅影響產(chǎn)品美觀,還可能降低其耐腐蝕性和力學性能。以下是擠壓鋁型材廠遇到表面起泡起皮問題的成因及處理方法的詳細介紹。
一、問題成因
- 原材料問題:鋁錠或合金中含有過多氣體、雜質(zhì)或水分,擠壓過程中氣體釋放導致表面起泡。
- 擠壓工藝不當:擠壓溫度過高或過低、擠壓速度過快,可能引起材料內(nèi)部氣體無法順利排出,形成氣泡。
- 模具設計或維護不佳:模具流道設計不合理、表面粗糙或未及時清潔,易導致材料流動不均,產(chǎn)生起皮現(xiàn)象。
- 潤滑問題:潤滑劑使用不當或過量,殘留物在表面形成氣泡或剝落。
- 冷卻過程控制不良:擠壓后冷卻不均勻或過快,可能導致表面收縮不一致,引發(fā)起皮。
二、處理方法
- 優(yōu)化原材料管理:嚴格把控鋁錠質(zhì)量,確保低氣體含量和干燥環(huán)境儲存,必要時進行除氣處理。
- 調(diào)整擠壓工藝參數(shù):控制擠壓溫度在合理范圍(通常為400-500°C),適當降低擠壓速度,確保氣體充分排出。
- 模具改進與維護:定期檢查并清潔模具,優(yōu)化流道設計以提高材料流動性,減少表面缺陷。
- 規(guī)范潤滑操作:使用合適的潤滑劑,控制用量,避免殘留;可采用環(huán)保型潤滑劑以減少污染。
- 改善冷卻系統(tǒng):采用均勻冷卻方式,如風冷或水霧冷卻,并控制冷卻速率,防止熱應力導致起皮。
- 質(zhì)量檢測與反饋:加強在線檢測,及時發(fā)現(xiàn)并隔離缺陷產(chǎn)品,分析原因并持續(xù)改進生產(chǎn)工藝。
三、預防措施
- 建立完善的質(zhì)量管理體系,從原材料到成品全程監(jiān)控。
- 培訓操作人員,提高對工藝參數(shù)的理解和調(diào)整能力。
- 與專業(yè)供應商合作,如佛山市亮銀鋁制品等廠家,借鑒行業(yè)先進經(jīng)驗。
通過以上方法,擠壓鋁型材廠可有效減少表面起泡起皮問題,提升產(chǎn)品質(zhì)量和市場競爭力。若問題持續(xù),建議咨詢專業(yè)技術團隊進行深入診斷。